
激光打孔的产业远景
2012/5/16 0:22:12
打孔应用占据了整个激光材料加工应用市场约5%的份额。生产率的进步带来了与激光器(热打孔和烧蚀打孔)、光束处理、分光、以及工件处理方面等相关的几种打孔策略,所有这些都推动了工艺整体效率和生产率的进步。
需要打出穿透孔的应用主要有喷气发动机或气轮机中的冷却孔,动力总成部件的润滑孔,以及注射喷嘴孔,空气轴承和淋浴喷头上的孔等等。另外还有过滤网、筛子和动力总成分离器上的孔,用于食品及化工的设施,以及铸件上的排气孔等等。
盲孔被用于外科手术针,以及用于对易碎材料进行分割时预先采取的划刻阶段中,后者目前已经成为连接杆、轴承和陶瓷以及蓝宝石基底材料加工中的标准工序。其他的应用如:有助表面润滑的储油坑或医用植进体,以及用于晶体太阳能电池或半导体的接触式加工的新兴市场。本文主要先容加工通孔直径在0.01到1.5mm之间,深度/直径之间的深径比在1到30之间。根据应用的不同,这些孔具有不同的几何外形,从圆柱体到圆锥体、槽形或特定外形。
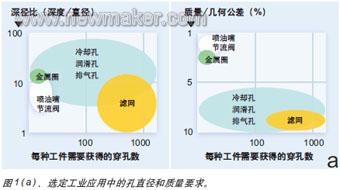
图1(a)显示出不同应用对应的典型的圆柱几何外形和公差,根据每个工件所需要孔的数目不同而不同。
产业激光打孔可分为单脉冲或冲孔,穿孔或螺旋打孔。脉冲固态激光器或调制/脉冲光纤激光被用于这些应用中,其脉冲间隔通常在微秒(热脉冲)到皮秒(非热脉冲)范围之间。从规律上看,更低质量要求和更高深径比的孔通常使用热脉冲加工。灯泵浦激光器能提供这类脉冲,其典型脉冲重复频率在5kHz以下。短脉冲激光可加工出高质量的孔,其重复频率一般在100kHz以上。
通过先进的光束导向技术,比如将快速精密旋转光学元件或振镜用于厚度小于1mm薄材料的加工,高速、逐层“周线”穿孔技术随着高辉度的半导体二极管泵浦固态激光或连续波模式光纤激光的应用也越来越流行了。但本文中不会具体讨论这些穿孔手段。
对于所有的热打孔工艺来说,生产率必须向质量妥协,尤其是在热效应可能产生的副作用(如重铸和微裂纹)的情况下。人们已经就脉冲外形和脉冲调制对于打孔效率和孔质量的影响进行了调查。这些调查的结果清楚地显示出对于热打孔来说,还存在改进的空间。
单脉冲打孔
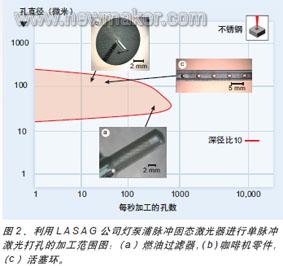
直径在0.015到1.2mm之间的孔能通过使用灯泵浦脉冲产业Nd:YAG固态激光器加工出来,其M2值在3到60之间。图2 显示出一个定性的工作范围图,将生产率作为深径比和孔径的函数给出。该深径比为10的时候,已在图中标出。高频率功率激光器的生产率极限,则通过现有的脉冲重复频率标出。图2中的插图(a)显示的是一个0.5mm厚的不锈钢车用过滤器,具有最多1200个直径为0.05mm的孔。这些孔在2秒内加工完成。该生产率实现的条件是一个快速旋转的轴和其他的辅助手段(如支架),以实现重复的孔加工几何精度并避免毛刺。插图(b)是一个孔直径为0.25mm(深径比2.5)的不锈钢咖啡机零件,以每秒30个孔的速度进行打孔。插图(c)显示了一个活塞环,其0.7mm直径的孔是通过使用一台500瓦(脉冲峰值功率30kW)激光器,以30个孔/秒的速度加工出来。典型的公差在5%~10%之间。
激光冲孔
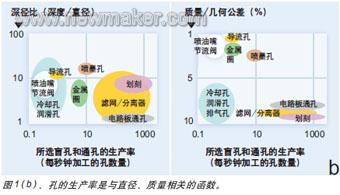
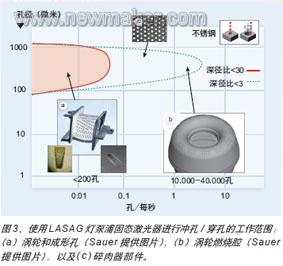
为了方便我们把两种范围在图3中标注出来:一种是低深径比的孔,加工这种孔时,只需很少的脉冲(少于1孔/秒),另一种是深孔,例如加工涡轮叶片的孔加工时间大大超过1秒,需要多个脉冲,用标准的“起停”数控机或机械臂就足以完成了。在很多情况下,深孔的冲孔加工通常带来严重的重铸现象,其程度因材料而异。假如需要重铸现象低于直径的20%,穿孔则是更合适的选择。在生产率大于1孔/秒的应用领域内,可采用扫描式的冲孔:计算机数控或机械臂不断移动,在每个周期内只有一个脉冲被传递到孔所在的位置上,周期的数目取决于完成一个孔所需的冲孔脉冲数目。此类策略在加工燃烧腔之类的工件时可以应用,如图3(b)中所示。实验结果表明,打孔效率在热量散失的情况下会降低约10%。在静态的“起停”冲孔策略中,孔内温度非常高,这是由于热量补偿大于传导散热的累积效应。因此应该由操纵职员来决定采用最有效的方法。
以非热冲孔(烧蚀)的打孔方式,采用纳秒和皮秒脉冲可产生直径小于0.2mm、深径比小于10的孔,带来更高的质量并降低热副效应。这些情况下,这些产业激光的均匀功率有限,且加工时间并不令人满足。对于纳秒激光来说,合适的应用是空气轴承、节流阀,或晶体太阳能电池上的接触孔。
异型孔
异型孔越来越多了,一个人应该能区分它们与喷油嘴孔之间的区别,由于后者通过使用计算机数控或柔性光学加工头加工后呈圆锥形,就象那些在打螺旋孔和涡轮冷却孔时所获得的出口端为漏斗状的孔,相对圆柱状的孔,提升了相同气流的冷却能力。简单的圆锥外形能通过一束毫秒脉冲激光切割得到,而一些更复杂的外形则能通过纳秒激光烧蚀获得。
螺旋钻孔
螺旋钻孔用于圆柱形和圆锥形孔加工中,适合于要求几何公差小于2%且不答应重铸或热影响区等热副效应出现的场合,比如喷油嘴。即使结合一束M2>1.5的纳秒脉冲激光和精密的螺旋钻孔光路,包括附加的激光束旋转,仍然会产生可观察到的热副效应,而目前这对于终端用户来说是不可接受的。尽管不断有人试图证实皮秒激光的可用性,也不断听闻有相关领域的进步,但是目前其技术和工艺都还停留在不可产业化的阶段。
结论
使用单脉冲和冲孔的打孔策略,如采用来自灯泵浦固态激光器的脉冲或使用调制连续波碟形/光纤激光器,已经在生产质量和生产率两方面得到了证实。然而在一些应用中,尤其是在新材料和隔热涂层不断被开发出来的涡轮市场上,打孔技术仍然有需要改进的空间。脉冲成形或混合技术应该是更佳之选。高辉度激光能够在远程无气体穿孔的应用中找到一席之地。高功率皮秒脉冲激光束加上高动态和精度的光束导向技术将为加工小孔提供高效的解决方案,具有微乎其微的热副效应,但是仍需要进一步产业改良。
需要打出穿透孔的应用主要有喷气发动机或气轮机中的冷却孔,动力总成部件的润滑孔,以及注射喷嘴孔,空气轴承和淋浴喷头上的孔等等。另外还有过滤网、筛子和动力总成分离器上的孔,用于食品及化工的设施,以及铸件上的排气孔等等。
盲孔被用于外科手术针,以及用于对易碎材料进行分割时预先采取的划刻阶段中,后者目前已经成为连接杆、轴承和陶瓷以及蓝宝石基底材料加工中的标准工序。其他的应用如:有助表面润滑的储油坑或医用植进体,以及用于晶体太阳能电池或半导体的接触式加工的新兴市场。本文主要先容加工通孔直径在0.01到1.5mm之间,深度/直径之间的深径比在1到30之间。根据应用的不同,这些孔具有不同的几何外形,从圆柱体到圆锥体、槽形或特定外形。
图1(a)显示出不同应用对应的典型的圆柱几何外形和公差,根据每个工件所需要孔的数目不同而不同。
产业激光打孔可分为单脉冲或冲孔,穿孔或螺旋打孔。脉冲固态激光器或调制/脉冲光纤激光被用于这些应用中,其脉冲间隔通常在微秒(热脉冲)到皮秒(非热脉冲)范围之间。从规律上看,更低质量要求和更高深径比的孔通常使用热脉冲加工。灯泵浦激光器能提供这类脉冲,其典型脉冲重复频率在5kHz以下。短脉冲激光可加工出高质量的孔,其重复频率一般在100kHz以上。
通过先进的光束导向技术,比如将快速精密旋转光学元件或振镜用于厚度小于1mm薄材料的加工,高速、逐层“周线”穿孔技术随着高辉度的半导体二极管泵浦固态激光或连续波模式光纤激光的应用也越来越流行了。但本文中不会具体讨论这些穿孔手段。
对于所有的热打孔工艺来说,生产率必须向质量妥协,尤其是在热效应可能产生的副作用(如重铸和微裂纹)的情况下。人们已经就脉冲外形和脉冲调制对于打孔效率和孔质量的影响进行了调查。这些调查的结果清楚地显示出对于热打孔来说,还存在改进的空间。
单脉冲打孔
直径在0.015到1.2mm之间的孔能通过使用灯泵浦脉冲产业Nd:YAG固态激光器加工出来,其M2值在3到60之间。图2 显示出一个定性的工作范围图,将生产率作为深径比和孔径的函数给出。该深径比为10的时候,已在图中标出。高频率功率激光器的生产率极限,则通过现有的脉冲重复频率标出。图2中的插图(a)显示的是一个0.5mm厚的不锈钢车用过滤器,具有最多1200个直径为0.05mm的孔。这些孔在2秒内加工完成。该生产率实现的条件是一个快速旋转的轴和其他的辅助手段(如支架),以实现重复的孔加工几何精度并避免毛刺。插图(b)是一个孔直径为0.25mm(深径比2.5)的不锈钢咖啡机零件,以每秒30个孔的速度进行打孔。插图(c)显示了一个活塞环,其0.7mm直径的孔是通过使用一台500瓦(脉冲峰值功率30kW)激光器,以30个孔/秒的速度加工出来。典型的公差在5%~10%之间。
激光冲孔
为了方便我们把两种范围在图3中标注出来:一种是低深径比的孔,加工这种孔时,只需很少的脉冲(少于1孔/秒),另一种是深孔,例如加工涡轮叶片的孔加工时间大大超过1秒,需要多个脉冲,用标准的“起停”数控机或机械臂就足以完成了。在很多情况下,深孔的冲孔加工通常带来严重的重铸现象,其程度因材料而异。假如需要重铸现象低于直径的20%,穿孔则是更合适的选择。在生产率大于1孔/秒的应用领域内,可采用扫描式的冲孔:计算机数控或机械臂不断移动,在每个周期内只有一个脉冲被传递到孔所在的位置上,周期的数目取决于完成一个孔所需的冲孔脉冲数目。此类策略在加工燃烧腔之类的工件时可以应用,如图3(b)中所示。实验结果表明,打孔效率在热量散失的情况下会降低约10%。在静态的“起停”冲孔策略中,孔内温度非常高,这是由于热量补偿大于传导散热的累积效应。因此应该由操纵职员来决定采用最有效的方法。
以非热冲孔(烧蚀)的打孔方式,采用纳秒和皮秒脉冲可产生直径小于0.2mm、深径比小于10的孔,带来更高的质量并降低热副效应。这些情况下,这些产业激光的均匀功率有限,且加工时间并不令人满足。对于纳秒激光来说,合适的应用是空气轴承、节流阀,或晶体太阳能电池上的接触孔。
异型孔
异型孔越来越多了,一个人应该能区分它们与喷油嘴孔之间的区别,由于后者通过使用计算机数控或柔性光学加工头加工后呈圆锥形,就象那些在打螺旋孔和涡轮冷却孔时所获得的出口端为漏斗状的孔,相对圆柱状的孔,提升了相同气流的冷却能力。简单的圆锥外形能通过一束毫秒脉冲激光切割得到,而一些更复杂的外形则能通过纳秒激光烧蚀获得。
螺旋钻孔
螺旋钻孔用于圆柱形和圆锥形孔加工中,适合于要求几何公差小于2%且不答应重铸或热影响区等热副效应出现的场合,比如喷油嘴。即使结合一束M2>1.5的纳秒脉冲激光和精密的螺旋钻孔光路,包括附加的激光束旋转,仍然会产生可观察到的热副效应,而目前这对于终端用户来说是不可接受的。尽管不断有人试图证实皮秒激光的可用性,也不断听闻有相关领域的进步,但是目前其技术和工艺都还停留在不可产业化的阶段。
结论
使用单脉冲和冲孔的打孔策略,如采用来自灯泵浦固态激光器的脉冲或使用调制连续波碟形/光纤激光器,已经在生产质量和生产率两方面得到了证实。然而在一些应用中,尤其是在新材料和隔热涂层不断被开发出来的涡轮市场上,打孔技术仍然有需要改进的空间。脉冲成形或混合技术应该是更佳之选。高辉度激光能够在远程无气体穿孔的应用中找到一席之地。高功率皮秒脉冲激光束加上高动态和精度的光束导向技术将为加工小孔提供高效的解决方案,具有微乎其微的热副效应,但是仍需要进一步产业改良。




